

- Введение
- Виды промышленных роботов-манипуляторов
- Модельный ряд роботов компании Fanuc
- Cварочные роботы fanuc
- Runtime программирование промышленного робота на rcml
- Альфа инжиниринг. промышленная автоматизация и роботизация.
- Категория дельта роботы
- Категория коллаборативные роботы fanuc
- Категория покрасочные роботы
- Категория портальных роботов fanuc
- Категория роботы-манипуляторы fanuc
- Модельный ряд роботов fanuc серии m-3ia
- Преимущества дельта-роботов серии m-2ia
- Промышленные роботы с параллельной кинематикой fanuc m-2 – fanuc
- Вывод
Введение
Небольшое предисловие. Это – первая, ознакомительная статья из цикла материалов посвященных промышленным роботам различных марок. Во второй статье мы расскажем подробнее о том, что же такое Промышленные Роботы, как они появились и расскажем историю компании Fanuc.
Итак, компания Fanuc признанный лидер отрасли автоматизации производства. Ее продукция начинается от различных обрабатывающих станков с ЧПУ, продолжается системами автоматизации и робототехническими комплексами, а также отдельным направлением промышленных роботов, так же подразделяющихся на сегменты.
Данный материал представляет из себя виртуальную прогулку по шоуруму компании, во время который мы постараемся создать у читателя общее впечатление о моделях, их различиях и особенностях, а также расскажем на примерах, каким образом подобное оборудование можно внедрять на Ваших производствах.
Виды промышленных роботов-манипуляторов
Перед тем, как подробнее знакомить Вас с самими роботами, давайте разберемся в их классификации. На данный момент существует 3 известных типа роботов:
Жестко программируемые
Гибко программируемые
Интеллектуальные, или интегральные роботы.
Эти типы отличаются друг от друга, как не сложно догадаться, способом «общения» с окружающей средой. Роботы первого типа не имеют никаких датчиков обратной связи, не могут быстро останавливать процесс выполнения задачи в случае необходимости и выполняют монотонные действия «до последнего», пока не будет нажат рубильник аварийного или запланированного отключения.
Роботы второго типа – классические на сегодняшний день, наиболее распространенные конструкции устройств, позволяющие гибко настраивать программу, выполняемую роботом, внося изменения в процесс «на лету». Не редко, роботов этого типа оборудуют специальными датчиками, которые останавливают процесс работы при нахождении человека или посторонних объектов в зоне работы, или при возникновении нештатных ситуаций.
Роботы третьего типа – интеллектуальные, или интегральные роботы. Сейчас к ним можно отнести категорию Коботов, или Коллаборативных роботов. Данные устройства обладают развитой системой управления, умным контроллером и оборудованы большим количеством датчиков.
Некоторые из них могут автономно, без участия оператора принимать решения об изменении части заданной программы, для выполнения результата, в случае нештатной ситуации, например, если инструмент заклинило, изменились входные данные или координаты заготовки, такой робот может попытаться изменить конфигурацию инструмента, или «обойти» возникшее препятствие, чтобы выполнить задачу.
Конечно, может показаться очень футуристичным описание, где робот сам принимает решение. Но это уже реальность, даже ваши автомобили в 21-м веке способны тормозить в нештатных ситуациях, предупреждают о сонливости водителя и вообще уже научились водить сами.
Модельный ряд роботов компании Fanuc
Модельный ряд промышленных роботов и робототехнических комплексов Fanuc насчитывает на сегодня более 130 моделей, все из них на данный момент производятся и могут быть поставлены покупателю. Было бы странно, если бы такой массив устройств не разделялся бы на подгруппы.
Так и роботы Fanuc можно разделить на категории по нескольким принципам. Например, по кинематике, применяемости (особенностях конструкции в связи со специализацией), а также по грузоподьемности и параметру «досягаемости», означающему полезную зону работы манипулятора.
В нашей статье мы используем два типа разделений – по кинематике и по специализации.
Cварочные роботы fanuc
Каталог роботов Fanuc
Серия сварочных роботов Fanuc обладает специальным индексом в названии – Arc, обозначающим дуговую сварку. Как правило, данные роботы уже полностью подготовлены для установки на линиях сварки, обладают продвинутым П.О. для настраивания траекторий движения, а также могут похвастаться повышенной точностью перемещений.
На стенде Fanuc, эта серия устройств представлена шести-осевым роботом M710i работающим в паре с мобильной транспортировочной платформой и двумя роботами Arc Mate 100iD со сварочными инструментами для дуговой сварки.
Следующая обширная подкатегория антропоморфных роботов – покрасочные роботы.
Runtime программирование промышленного робота на rcml
Под runtime программированием в этой статье понимается процесс создания исполняемой программы для контроллера робота (далее просто робота) на внешнем контроллере. Процесс исполнения роботом созданной программы в таком случае, происходит итерационно, путем передачи ему минимальной исполняемой команды или пакета команд. Другими словами, при runtime программировании, исполняемая программа передаётся роботу порционно, при этом робот не обладает, не хранит и не знает заранее всю исполняемую программу. Такой подход позволяет создать абстрактную параметризованную исполняемую программу, которая формируется внешним устройством «на ходу», т.е. runtime.
Под катом описание и реальный пример того, как работает runtime программирование.
 Типично программа для робота представляет собой последовательность позиций, в которые должен прийти манипулятор робота. Каждая из этих позиций характеризуются положением TCP (Tool Center Point) – точкой острия инструмента, установленного на манипуляторе. По умолчанию TCP находится в центре фланца робота, см. рисунок ниже, но её положение может быть перенастроено и чаще всего так, что TCP совпадает с острием установленного инструмента на манипуляторе робота. Поэтому обычно при программировании задается положение TCP в пространстве, а положение суставов манипулятора робот определяет сам. Далее в статье будет использоваться термин «положение TCP», или другими словами точка, в которую робот должен «прийти».
Типично программа для робота представляет собой последовательность позиций, в которые должен прийти манипулятор робота. Каждая из этих позиций характеризуются положением TCP (Tool Center Point) – точкой острия инструмента, установленного на манипуляторе. По умолчанию TCP находится в центре фланца робота, см. рисунок ниже, но её положение может быть перенастроено и чаще всего так, что TCP совпадает с острием установленного инструмента на манипуляторе робота. Поэтому обычно при программировании задается положение TCP в пространстве, а положение суставов манипулятора робот определяет сам. Далее в статье будет использоваться термин «положение TCP», или другими словами точка, в которую робот должен «прийти».
Программа для робота также может содержать примитивную управляющую логику (ветвления, циклы), простые математические операции, а также команды по управлению периферией – аналоговыми и цифровыми входами/выходами. В предлагаемом подходе runtime программирования, в качестве внешнего контроллера используется обычный ПК, на котором могут быть использованы мощные средства программирования дающие необходимый уровень абстракции (ООП и прочие парадигмы) и инструменты, обеспечивающие скорость и легкость разработки сложной логики (высокоуровневые языки программирования). На роботе же остается только логика критичная к скорости реакции, для исполнения которой нужна надежность промышленного контроллера, например, оперативная и адекватная реакция на внештатную ситуацию. Управление же периферией, подключенной к роботу, попросту «проксируется» самим роботом на ПК, позволяя ПО с ПК включать или выключать соответствующие сигналы на роботе. Это чем-то похоже на управление «ножками» на Arduino.

Как отмечалось ранее, runtime программирование позволяет передавать роботу программу порционно – частями. Обычно за один раз передается набор состояний выходных сигналов и небольшое число точек или вообще только одна точка. Таким образом траектория перемещений TCP, выполняемая роботом, может строиться динамически и отдельные её части могут принадлежать как разным технологическим процессам, так и даже разным роботам (подключенным к одному внешнему контроллеру), если работает группа роботов, т.е. возникают предпосылки для динамического замещения роботов в технологическом процессе.
Например, перемещение робота между рабочими зонами. В каждой зоне он совершает необходимые операции и далее переходит в следующую зону, потом в ещё одну, и затем снова в первую, и т.д. В разных рабочих зонах роботом выполняются операции необходимые для разных технологических процессов, исполнение программ которых протекает в параллельных потоках на внешнем контроллере, который выделяет робота разным процессам, не требующим постоянного присутствия робота. Этот механизм подобен тому, как ОС выделяет время ядра процессора (исполнительного ресурса) разным потокам (задачам) и в тоже время, разные исполнители не привязаны к потокам на всем периоде выполнения программы.
Еще немного теории и переходим к практике.
Без учета, вводимого в данной статье подхода runtime программирования, принято выделять два способа программирования промышленных роботов. Офлайн- и онлайн-программирование.
Процесс онлайн программирования происходит при непосредственном взаимодействии программиста с роботом на месте его использования. При помощи пульта управления или физического перемещения осуществляется подвод инструмента (TCP), установленного на фланце робота, к необходимой точке пространства.
Процесс
офлайн программирования
, как понятно из названия, происходит удаленно от робота и его контроллера. Исполняемая программа разрабатывается в какой-либо специализированной среде для программирования промышленных роботов на ПК, а затем загружается в робота целиком. Однако, программные инструменты для такой разработки не входят в базовый комплект поставки робота и являются дополнительными опциями, которые приобретаются отдельно и в своей массе не дешевы.
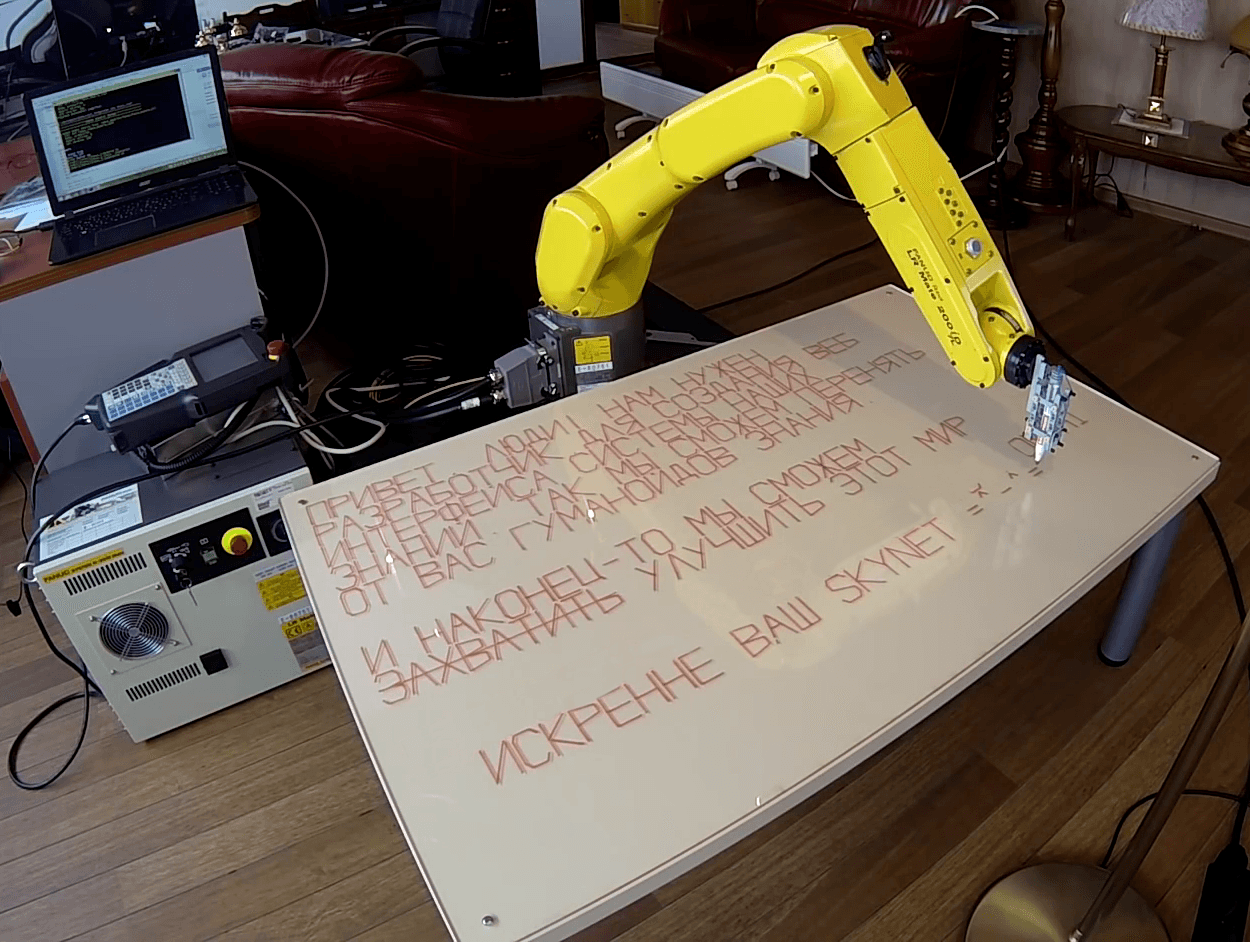
В качестве примера, рассмотрим создание программы робота в runtime режиме, обеспечивающей технологический процесс написания объявления маркером.
Для написания этого текста потребовалось передать роботу более 1700 точек.
В качестве примера в спойлере приведен скриншот, с пульта робота, программы рисующей квадрат. В ней всего 5 точек (строки 4-8), каждая точка по сути представляет собой законченное выражение (оператор) и занимает одну строку. Манипулятор обходит каждую из четырех точек и по завершению возвращается в начальную точку.
Если писать программу подобный образом, то это было бы минимум 1700 операторов — строк кода, по оператору на точку. А что если бы потом потребовалось изменить текст или высоту букв, или расстояние между ними? Править все 1700 точек-строк? Это противоречит духу автоматизации!
Итак, приступим к решению…
Имеем робота FANUC LR Mate 200iD с котроллером R-30i серии B cabinet. У робота предварительно настроена TCP на конце маркера и координатная система рабочего стола, поэтому мы можем отправлять координаты, напрямую не заботясь о преобразовании координат из координатной системы стола в координатную систему робота.
Для реализации программы передачи координат роботу, которая будет высчитывать абсолютные значения каждой конкретной точки будем использовать язык программирования RCML, который поддерживает предлагаемый подход, имеет модули для связи с данным роботом и который, что немаловажно бесплатен для любого использования.
Опишем каждую букву точками, но не в реальных координатах пространства, а в относительных внутри рамки, в которую будет вписана буква. Каждая буква будет отрисовываться отдельной функцией, получающей в качестве входных параметров порядковый номер буквы в строке, номер строки, а также размер буквы, и отправляющей набор точек роботу с вычисленными абсолютными координатами каждой точки.
Чтобы написать текст нам потребуется вызвать последовательность функций, рисующих буквы в такой же последовательности, в которой они (буквы) указаны в тексте. RCML имеет скудный инструментарий для работы со строками, поэтому сделаем внешний скрипт на Python, который будет генерировать программу на RCML – по сути генерировать только последовательность вызовов функций соответствующих последовательности букв.
Весь код доступен в репозитории на GitHub: rct_paint_words
Рассмотрим подробнее выходной файл, исполнение начинается с функции main():
include "chars.rcml"
function main(){
try {
//Задействование робота
@fr = robot_fanuc;
system.echo("Start move programn");
//Предварительная настройка окружения робота, координатная система, нагрузка, скорость
@fr->set_real_di("speed", SPEED);
@fr->set_real_di("cnt", CNT);
@fr->startProgram(UFRAME, UTOOL, PAYLOAD);
system.echo("preparen");
@fr->prepare();
system.echo("start drawn");
//Сгенерированный, на Python, участок
@fr->draw_r_P(0, 0);
@fr->draw_P(1, 0);
@fr->draw_r_I(2, 0);
@fr->draw_B(3, 0);
@fr->draw_E(4, 0);
@fr->draw_T(5, 0);
@fr->draw_Comm(6, 0);
@fr->draw_r_L(8, 0);
@fr->draw_r_Yu(9, 0);
@fr->draw_r_D(10, 0);
@fr->draw_r_I(11, 0);
@fr->draw_Exclamation(12, 0);
@fr->draw_H(14, 0);
@fr->draw_A(15, 0);
@fr->draw_M(16, 0);
@fr->draw_H(18, 0);
@fr->draw_r_U(19, 0);
@fr->draw_r_Je(20, 0);
@fr->draw_E(21, 0);
@fr->draw_H(22, 0);
@fr->draw_P(0, 1);
@fr->draw_A(1, 1);
@fr->draw_r_Z(2, 1);
@fr->draw_P(3, 1);
@fr->draw_A(4, 1);
@fr->draw_r_B(5, 1);
@fr->draw_O(6, 1);
@fr->draw_T(7, 1);
@fr->draw_r_Che(8, 1);
@fr->draw_r_I(9, 1);
@fr->draw_K(10, 1);
@fr->draw_Dot(11, 1);
@fr->draw_r_D(12, 1);
@fr->draw_r_L(13, 1);
@fr->draw_r_Ya(14, 1);
@fr->draw_C(16, 1);
@fr->draw_O(17, 1);
@fr->draw_r_Z(18, 1);
@fr->draw_r_D(19, 1);
@fr->draw_A(20, 1);
@fr->draw_H(21, 1);
@fr->draw_r_I(22, 1);
@fr->draw_r_Ya(23, 1);
@fr->draw_B(25, 1);
@fr->draw_E(26, 1);
@fr->draw_r_B(27, 1);
@fr->draw_r_I(0, 2);
@fr->draw_H(1, 2);
@fr->draw_T(2, 2);
@fr->draw_E(3, 2);
@fr->draw_P(4, 2);
@fr->draw_r_F(5, 2);
@fr->draw_E(6, 2);
@fr->draw_r_Ii(7, 2);
@fr->draw_C(8, 2);
@fr->draw_A(9, 2);
@fr->draw_C(11, 2);
@fr->draw_r_I(12, 2);
@fr->draw_C(13, 2);
@fr->draw_T(14, 2);
@fr->draw_E(15, 2);
@fr->draw_M(16, 2);
@fr->draw_r_y(17, 2);
@fr->draw_H(19, 2);
@fr->draw_A(20, 2);
@fr->draw_r_Sha(21, 2);
@fr->draw_r_I(22, 2);
@fr->draw_X(23, 2);
@fr->draw_r_Z(0, 3);
@fr->draw_H(1, 3);
@fr->draw_A(2, 3);
@fr->draw_H(3, 3);
@fr->draw_r_I(4, 3);
@fr->draw_r_Ii(5, 3);
@fr->draw_Dot(6, 3);
@fr->draw_T(8, 3);
@fr->draw_A(9, 3);
@fr->draw_K(10, 3);
@fr->draw_M(12, 3);
@fr->draw_r_y(13, 3);
@fr->draw_C(15, 3);
@fr->draw_M(16, 3);
@fr->draw_O(17, 3);
@fr->draw_r_Je(18, 3);
@fr->draw_E(19, 3);
@fr->draw_M(20, 3);
@fr->draw_r_P(22, 3);
@fr->draw_E(23, 3);
@fr->draw_P(24, 3);
@fr->draw_E(25, 3);
@fr->draw_H(26, 3);
@fr->draw_r_Ya(27, 3);
@fr->draw_T(28, 3);
@fr->draw_soft_sign(29, 3);
@fr->draw_O(0, 4);
@fr->draw_T(1, 4);
@fr->draw_B(3, 4);
@fr->draw_A(4, 4);
@fr->draw_C(5, 4);
@fr->draw_r_Ge(7, 4);
@fr->draw_r_U(8, 4);
@fr->draw_M(9, 4);
@fr->draw_A(10, 4);
@fr->draw_H(11, 4);
@fr->draw_O(12, 4);
@fr->draw_r_Ii(13, 4);
@fr->draw_r_D(14, 4);
@fr->draw_O(15, 4);
@fr->draw_B(16, 4);
@fr->draw_r_Z(18, 4);
@fr->draw_H(19, 4);
@fr->draw_A(20, 4);
@fr->draw_H(21, 4);
@fr->draw_r_I(22, 4);
@fr->draw_r_Ya(23, 4);
@fr->draw_Dot(24, 4);
//Изменение ориентации маркера, чтобы роботу было проще дотянуться до края стола
@fr->set_real_di("speed", 10);
@fr->rotateMarker();
@fr->set_real_di("speed", SPEED);
@fr->draw_r_I(0, 6);
@fr->draw_H(2, 6);
@fr->draw_A(3, 6);
@fr->draw_K(4, 6);
@fr->draw_O(5, 6);
@fr->draw_H(6, 6);
@fr->draw_E(7, 6);
@fr->draw_r_Ce(8, 6);
@fr->draw_Minus(9, 6);
@fr->draw_T(10, 6);
@fr->draw_O(11, 6);
@fr->draw_M(13, 6);
@fr->draw_r_y(14, 6);
@fr->draw_C(16, 6);
@fr->draw_M(17, 6);
@fr->draw_O(18, 6);
@fr->draw_r_Je(19, 6);
@fr->draw_E(20, 6);
@fr->draw_M(21, 6);
@fr->draw_r_Z(0, 7);
@fr->draw_A(1, 7);
@fr->draw_X(2, 7);
@fr->draw_B(3, 7);
@fr->draw_A(4, 7);
@fr->draw_T(5, 7);
@fr->draw_r_I(6, 7);
@fr->draw_T(7, 7);
@fr->draw_soft_sign(8, 7);
@fr->draw_r_U(10, 7);
@fr->draw_r_L(11, 7);
@fr->draw_r_U(12, 7);
@fr->draw_r_Che(13, 7);
@fr->draw_r_Sha(14, 7);
@fr->draw_r_I(15, 7);
@fr->draw_T(16, 7);
@fr->draw_soft_sign(17, 7);
@fr->draw_r_aE(19, 7);
@fr->draw_T(20, 7);
@fr->draw_O(21, 7);
@fr->draw_T(22, 7);
@fr->draw_M(24, 7);
@fr->draw_r_I(25, 7);
@fr->draw_P(26, 7);
@fr->draw_r_P(0, 9);
@fr->draw_O(1, 9);
@fr->draw_r_D(2, 9);
@fr->draw_P(3, 9);
@fr->draw_O(4, 9);
@fr->draw_r_B(5, 9);
@fr->draw_H(6, 9);
@fr->draw_E(7, 9);
@fr->draw_E(8, 9);
@fr->draw_two_dots(9, 9);
@fr->draw_H(11, 9);
@fr->draw_T(12, 9);
@fr->draw_T(13, 9);
@fr->draw_P(14, 9);
@fr->draw_two_dots(15, 9);
@fr->draw_Slash(16, 9);
@fr->draw_Slash(17, 9);
@fr->draw_R(18, 9);
@fr->draw_O(19, 9);
@fr->draw_B(20, 9);
@fr->draw_O(21, 9);
@fr->draw_T(22, 9);
@fr->draw_C(23, 9);
@fr->draw_T(24, 9);
@fr->draw_Dot(25, 9);
@fr->draw_C(26, 9);
@fr->draw_O(27, 9);
@fr->draw_M(28, 9);
@fr->draw_Slash(29, 9);
@fr->draw_H(30, 9);
@fr->draw_I(31, 9);
@fr->draw_r_I(2, 10);
@fr->draw_C(3, 10);
@fr->draw_K(4, 10);
@fr->draw_P(5, 10);
@fr->draw_E(6, 10);
@fr->draw_H(7, 10);
@fr->draw_H(8, 10);
@fr->draw_E(9, 10);
@fr->draw_B(11, 10);
@fr->draw_A(12, 10);
@fr->draw_r_Sha(13, 10);
@fr->draw_S(15, 10);
@fr->draw_K(16, 10);
@fr->draw_Y(17, 10);
@fr->draw_N(18, 10);
@fr->draw_E(19, 10);
@fr->draw_T(20, 10);
@fr->draw_Equal(22, 10);
@fr->draw_Roof(23, 10);
@fr->draw_Minus(24, 10);
@fr->draw_Roof(25, 10);
@fr->draw_Equal(26, 10);
// Конец сгенерированного участка
@fr->stopProgram();
@fr->go_home();
} catch(E){
system.echo("Exception catched!");
return E;
}
return 0;
}
function robot_fanuc::draw_A(x_cell,y_cell){
//Постановка маркера в точку, координаты точки 5% по Х и 95% по Y в рамке буквы
robot->setPoint(x_cell, y_cell, 5, 95);
//Ведем линию
robot->movePoint(x_cell, y_cell, 50, 5);
//Ведем вторую линию
robot->movePoint(x_cell, y_cell, 95, 95);
//Получили "крышу" /
//Переносим маркер с отрывом от стола для отрисовки палочки
robot->setPoint(x_cell, y_cell, 35, 50);
//Рисуем палочку
robot->movePoint(x_cell, y_cell, 65, 50);
//отрываем маркер от доски для перехода к следующей букве
robot->marker_up();
}
//Перемещение в точку с отрывом маркера или установка точки для начала рисования
function robot_fanuc::setPoint(x_cell, y_cell, x_percent, y_precent){
//вычисляем абсолютные координаты
x = calculate_absolute_coords_x(x_cell, x_percent);
y = calculate_absolute_coords_y(y_cell, y_precent);
robot->marker_up(); // отрываем маркер от стола
robot->marker_move(x,y); // перемещаем
robot->marker_down(); // ставим маркер на стол
}
//Перемещение в точку без отрыва маркера/рисование
function robot_fanuc::movePoint(x_cell, y_cell, x_percent, y_precent){
x = calculate_absolute_coords_x(x_cell, x_percent);
y = calculate_absolute_coords_y(y_cell, y_precent);
// тут все понятно :)
robot->marker_move(x,y);
}
Все константы конфигурации, в том числе размер букв, их количество в строке и пр. были вынесены в отдельный файл chars_config.rcml.
В итоге суммарно мы получили примерно 300 строк высокоуровневого кода, на проектирование и написание которого ушло не более 2 часов.
Если бы данная задача решалась «в лоб» онлайн программированием по точкам, то на это бы ушло более 9 часов (примерно по 20-25 сек на точку, с учетом того, что точек более 1700 шт.). В этом случае страдания разработчика трудно представить :), особенно когда выяснилось бы, что он забыл про отступы между буквами, или ошибся с высотой букв и текст не влез, и теперь придется начинать всё с начала.
Вывод:
Runtime программирование позволяет решать задачу по перемещению робота в общем виде, динамически составляя частную программу перемещения в зависимости от заданных параметров. Причем программа, решающая задачу в общем виде может разрабатываться без необходимости наличия робота, что с одной стороны можно отнести к офлайн подходу программирования промышленного робота. С другой стороны программа перемещения непосредственно для робота создается уже под конкретный экземпляр и частные параметры решения задачи на месте, как в онлайн программировании.
В рассмотренном примере общим алгоритмом было начертание букв, а такие параметры как их размер, отступы между ними, количество букв в строке и пр. зависели уже от частных условий на площадке с роботом.
Как отмечалось такой подход с динамическим построением траектории перемещения создает предпосылки для реализации переключения робота (на событийной основе), как исполнительного ресурса, между несколькими одновременно протекающими задачами.
В продемонстрированной вариации (с передачей одной точки за раз) runtime подход имеет существенное ограничение – некорректное понимание роботом инструкции сглаживания перемещения (CNT) или её игнорирование, т.к. при передаче всегда одной-текущей точки робот ничего не знает о следующей и не может просчитать сглаженную траекторию обхода текущей точки.
Что же есть CNT?
При перемещении инструмента робота возможно влиять на два параметра:
Оба эти параметра влияют на конечную получаемую траекторию, что проиллюстрировано на рисунке ниже:
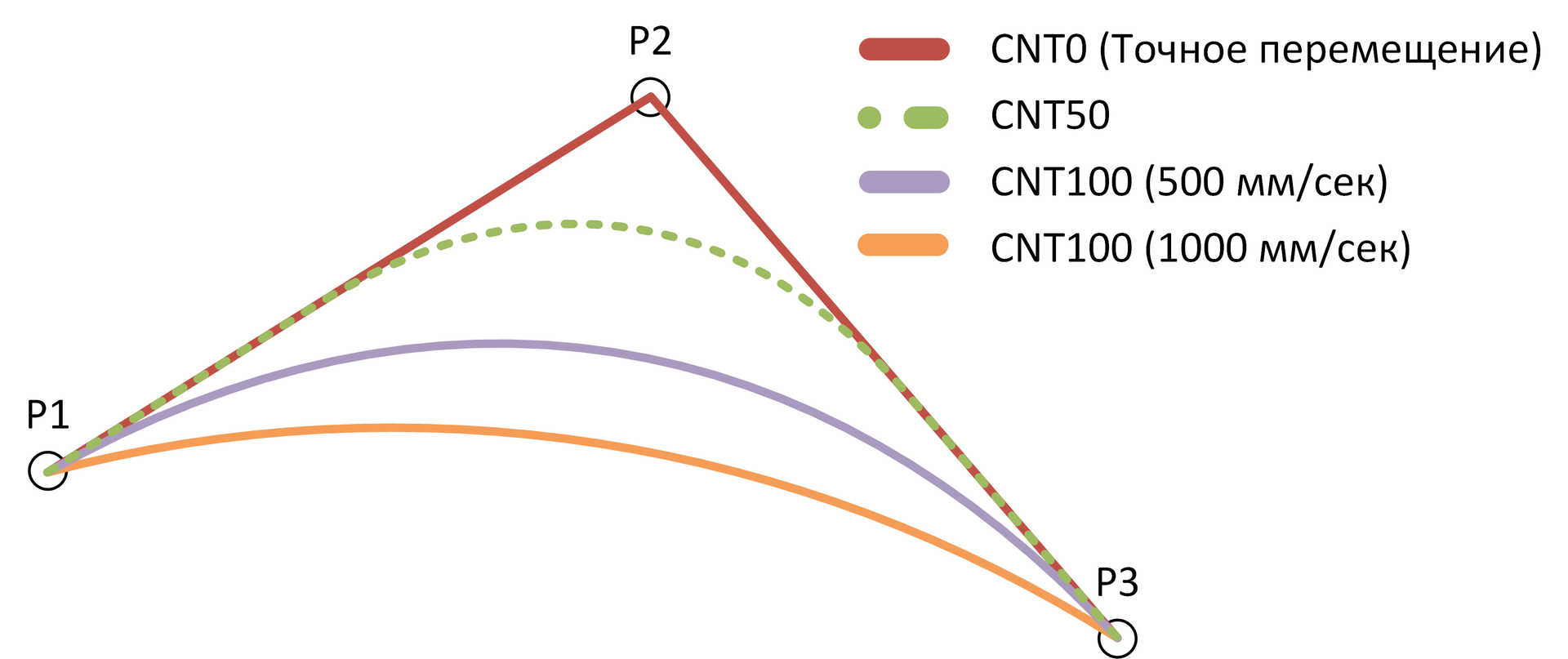
В худшем случае опасность использования данной инструкции в runtime режиме заключается в том, что робот сообщает о приходе в намеченную сглаживаемую точку, хотя в действительности он ещё идет к ней. Робот это делает, чтобы запросить следующую точку и рассчитать сглаживание. Очевидно, что нельзя точно знать в какой позиции находится робот при проходе такой точки, к тому же, в определенной точке может потребоваться, например, включение инструмента на манипуляторе. Робот даст сигнал, что доехал до точки, но на самом деле нет. В таком случае, инструмент будет включен раньше, чем следует.
В лучшем случае робот просто игнорирует инструкцию CNT (зависит от модели).
Лечится же это передачей 2-х и более точек за раз, где CNT-точка не последняя, однако это повышает сложность программы и нагрузку на программиста.
Надеюсь, статья оказалась вам полезной.
С радостью отвечу на ваши вопросы.
Альфа инжиниринг. промышленная автоматизация и роботизация.
Дельта-роботы
– это еще одна разновидность промышленных роботов, которые были изобретены в начале 1980-х годов швейцарским инженером Реймондом Клавелем. Основной целью создания нового класса промышленных роботов было оперирование легкими объектами на высокой скорости. По своей конструкции дельта-роботы являются параллельными роботами, имеющими более одной кинематической цепи, идущей от основания к исполнительному устройству. Дельта-робот по своей форме похож на перевернутую греческую букву Дельта, что и послужило для него названием. Иногда дельта роботы называются еще роботами паучками.
Дельта-роботы имеют три поступательных и одну вращательную степень свободы. В основе движения роботов паучков лежат параллелограммы, которые ограничивают перемещение рабочего органа. Основание дельта-робота монтируется над рабочей зоной, в основание встраиваются силовые приводы, к которым крепятся три рычага из композитных материалов с шарнирами посередине. В качестве приводного механизма используются линейные или вращательные двигатели. Четвертый рычаг, обеспечивающий вращательную степень свободы дельта-робота, крепится к центру платформы-основания. Максимальная скорость перемещения рабочего органа дельта-робота достигает 10 м/с.
Основная сфера применения дельта-роботов – сортировка и упаковка мелкой продукции в пищевой, медицинской, фармацевтической и электронной промышленности, где они могут осуществлять до 300 захватов в минуту. Современные дельта роботы имеют грузоподъемность от 1 до 12 кг. Так в линейке дельта-роботов FANUC имеются следующие три серии: M-1 с грузоподъемностью до 1 кг и максимальной досягаемостью 420 мм, М-2 – грузоподъемностью до 6 кг и максимальной досягаемостью 1130 мм, М-3 – грузоподъемностью до 12 кг и максимальной досягаемостью 1350 мм.
Уникальный механизм руки FANUC с шестью осями и параллельной кинематикой делает максимально простым решение такой задачи по автоматизации как сборка, дозирование и пайка мягким припоем. Благодаря своему компактному размеру и нескольким вариантам размещения дельта-роботы FANUC могут быть легко интегрированы в станки и производственные линии с ограниченным пространством. Роботы паучки FANUC можно снять со стойки и интегрировать непосредственно со станком. Дополнительно дельта-роботы FANUC могут комплектоваться интеллектуальными функциями, такими как интегрируемое техническое зрение FANUC iRVision, отслеживание линии, визуальное отслеживание линии.
Дельта-роботы FANUC доступны в трех-, четырех- и шестиосевых версиях, обеспечивающих короткие рабочие циклы и высочайшую точность движения.
Компания АЛЬФА ИНЖИНИРИНГ предлагает купить дельта-робот FANUC любой из представленных серий. Мы осуществим интеграцию робота в имеющуюся технологическую линию или предложим роботизированное решение с комплектом вспомогательного оборудования «с нуля».
Категория дельта роботы
Каталог роботов Fanuc
Знакомый многим 3D печатникам термин, на самом деле применим к любым автоматизированным устройствам. В данном случае роботы этой категории насчитывают N моделей и используются ввиду особенностей конструкции в основном в сборочно-транспортировочных задачах.
Категория коллаборативные роботы fanuc
Каталог роботов Fanuc
Коллаборативные роботы Fanuc, тема для отдельной обширной статьи. Это передовой край научных и технических инноваций в робототехнике. Данные устройства позволяют работать человеку рядом с ними без риска ущерба, а сам робот способен обучатся на примерах и обладает продвинутыми сенсорными системами и возможностью установки машинного зрения.
На данный момент Fanuc предлагает линейку из 7 моделей таких устройств с довольно большой вариаций по грузоподъемности и досягаемости. От 4кг до 35 и от 550см до 1.8 метра соответственно.
Безусловно, коботы – передовой край робототехники. В совокупности с установкой таких роботов на мобильные платформы, можно обслуживать приличный цех разных по типу и направлению станков всего одним устройством, например на стенде Fanuc есть пример работы кобота CR-7iA/L на автоматизированной тележке Intec с огромным много-осевым обрабатывающим центром, к которому комплекс подъезжает автоматически и так же автоматически выполняет разгрузку изделия и загрузку болванки.
Помимо этого, там же представлена умная ячейка с коботом CRX, демонстрирующая функцию запоминания и обучения движением данных роботов. Вы можете передвигать манипулятор кобота вручную включив функцию запоминания, и получившаяся траектория будет выполняться устройством автоматически.
Здесь же мы можем наблюдать продвинутый планшет управления с упрощенным языком программирования для кобота основанном на триггерах.
Последним примером интеграции коботов на стенде Fanuc может послужить робототехнический комплекс в составе термопласт автомата и кобота CR7iA/L.
Благодаря специальному зажиму, кобот вынимает получившиеся изделия и передает их дальше на транспортировку, при этом оператору не требуется выходить из зоны действия устройства, т. К. робот отслеживает движения человека и в случае возможного столкновения приостанавливает или прерывает свою работу. Не нужно, наверно говорить, насколько такой подход ускоряет и упрощает сам процесс.
Категория покрасочные роботы
Каталог роботов Fanuc
Как и в случае других антропоморфных роботов Fanuc, в этой серии лежат стандартные базовые модели устройств, что видно по их модельному индексу, однако серия обладает рядом существенных отличий, полностью переводящих их в отдельную категорию. В первую очередь, таким отличием является материал корпуса – все покрасочные роботы Fanuc выполнены из алюминия.
Легкая алюминиевая рука покрасочных роботов FANUC потребляет меньше электроэнергии. Алюминиевая конструкция также обеспечивает повышенную безопасность, т. к. в случае столкновения роботов риск возгорания исключен. Кроме того, гладкая внешняя поверхность руки легко очищается что является существенным плюсом на линиях покраски.
Необходимо отметить, что все покрасочные роботы FANUC изготавливаются во взрывозащищенном исполнении и полностью соответствуют требованиям ATEX для категории 2 и группы IIG (ранее зона 1). Т. к. работа в опасной химически среде накладывает свои обязательства на безопасность процесса.
На стенде Fanuc, эта категория роботов представлена моделью Paint Nate 200i демонстрирующей процесс окраски (грунтовки) автомобильного капота.
Важно отметить, что каждый специализированный робот обладает таким же специализированным П. О., специально подготовленным для облегчения управления целевым процессом. Например, специальное П.О. Paint Tool не требует большого опыта программирования, а благодаря встроенному набору стандартных конфигураций это программное обеспечение позволяет сократить время настройки параметров процесса, включая изменение цвета, отслеживание линии, обучение траектории перемещения и др.
Категория портальных роботов fanuc
Каталог роботов Fanuc
Классические декартовы или портальные роботы представляют собой, по сути, знакомый нам ЧПУ станок с рабочим инструментом, передвигающимся в ограниченной корпусом/опорами эффективной зоне действия. Портальный робот в этом плане похож на классический портальный кран, где на кран-балке установлен инструмент.
Ни тот ни другой тип роботов в данный момент не производится компанией Fanuc. Их портальный робот – много-осевой манипулятор жестко закрепленный на перемещающейся рельсе. И в данный момент эта категория насчитывает всего несколько моделей. Сама компания называет данную категорию «роботы для монтажа сверху»
Преимущество данных устройств в возможности перемещаться на приличное расстояние по специальной направляющей (рельсе) вдоль рабочих зон, где требуется провести манипуляции.
Представьте себе несколько станков, установленных в ряд, из которых по очередности необходимо вынимать изделие и загружать заготовку. Габариты таких станков не позволяют поставить сразу несколько роботов, или скорость производства позволяет обойтись одним, как раз в этом случае установка шарнирного манипулятора на дополнительную рельсу позволяет управляться сразу со всем рядом устройств.
Категория роботы-манипуляторы fanuc
Эта категория роботов является самой многочисленной в линейке устройств Fanuc и перекрывает несколько подкатегорий для специализированных роботов, например для сварки и покраски. По сути, шарнирный робот – некая платформа для создания робототехнического комплекса для конкретных задач. И если обратить внимание на названия и индексы моделей в этом разделе и далее, данный факт станет очевидным.
Итак, шарнирный роботы наиболее широкая категория устройств, охватывающая как компактные модели с небольшой грузоподъемностью и досягаемостью, так и гигантские манипуляторы для работы на производствах кузовов автомобилей, где требуется кантовать все сваренное изделие одномоментно. Отличной иллюстрацией этого ранжирования являются модели LR Mate и Серия M-2000.
Lr- Mate небольшой шарнирный робот – манипулятор отлично чувствующий себя в замкнутых роботизированных комплексах. Сама компания позиционируем модель как «Легкий и сильный робот». Данный антропоморфный робот сопоставим по размерам с человеческими конечностями и является отличным решением для выполнения погрузки-разгрузки или обработки деталей весом до 14 кг.
Благодаря гибкой комплектации может оборудоваться дополнительными интеллектуальными компонентами, например системой машинного зрения и силомерными датчиками. Является универсальным решением для применения в любых отраслях промышленности начиная от металлургии и заканчивая медициной и пищевыми производствами.
Самая «слабая» модификация обладает грузоподъемностью до 4-х кг, самая сильная до 14. Размер зоны досягаемости варьируется от 717 до 911 мм. Данный робот является компактным и удобным решением для производственных ячеек, например при необходимости вынимать или устанавливать заготовки с конвейера на обрабатывающий станок, а также может обладать ограниченной возможностью работы с человеком.
На стенде Fanuc данный робот отлично управлялся с работой в ячейке токарной обработки.
M-2000 напротив, огромный шарнирный антропоморфный робот. Модель даже получила в стенках компании прозвище – Godzilla, т. к. является одним из самых больших в мире антропоморфных шарнирных роботов такого типа.
Серия M-2000 по праву считается самой грузоподъемной на рынке. Самый большой робот – M-2300iA может переносить грузами до 2.3 тонн весом! Этот гигант специально разрабатывался для внутреннего производства Fanuc, однако позже попал на рынок по понятным причинам. Таких роботов используют на производствах автомобилей, в первую очередь грузовиков.
На демонстрации легко убедится, как M-2000 играючи орудует тяжелой металлической кабиной грузовика.
Эта модельная линейка делится на два типа – роботы с короткой и длинной рукой, а зона досягаемости составляет от 3.7 метров до 4.6 при 6 подвижных осях. Кстати, благодаря самой большой на рынке досягаемости, модель M-2000 может выполнять работу стандартных кранов и подъемных устройств, ни в чем им не уступая.
Среди шарнирных роботов необходимо выделить категорию специализированных устройств, предназначенных для выполнения конкретных задач и специально для них подготовленных. Например, роботы для сварки.
Модельный ряд роботов fanuc серии m-3ia
Техническое описание роботов серии:
Подробное описание робота (PDF)
Рекламная брошюра (PDF)
Преимущества дельта-роботов серии m-2ia
Высокая скорость выполнения операций
На роботов серии M-2iA устанавливаются высокоскоростные сервоприводы, которые обеспечивают быстрое ускорение и небольшую продолжительность циклов, что позволяет значительно повысить производительность.
Степень защиты IP69K в стандартной комплектации
Благодаря степени защиты IP69K в стандартной комплектации роботов серии М-2, они являются идеальным решением для производств, где требуется соответствие повышенным гигиеническим стандартам.
Возможность использования на пищевых производствах
Благодаря гладкой легко очищающейся поверхности, смазке с пищевым допуском и белому эпоксидному покрытию дельта-роботы FANUC серии M-2iA оптимально подходят для применения в пищевой промышленности.
Дополнительный высокоинерционный режим
В данном режиме увеличивается инерция, благодаря чему можно использовать большие по размеру захватные устройства для взятия нескольких изделий или одного изделия большего размера.
Наличие версии с длинной рукой
Наличие версии с длинной рукой с досягаемостью до 1,13 м позволяет использовать роботов FANUC M-2iA на конвейерах большей длины и в увеличенных рабочих зонах.
Конструкция с полым запястьем
Для защиты кабелей они проведены через полую руку робота непосредственно к рабочему инструменту.
Видеоматериалы:
Документация / PDF-файлы:
Рекламная брошюра
Промышленные роботы с параллельной кинематикой fanuc m-2 – fanuc
Серия M-2 была разработана с учетом различных потребностей в площади и предназначена для выполнения целого ряда высокоскоростных операций транспортировки, захвата, упаковывания и перемещения. Роботы доступны в комплектации с тремя или четырьмя осями, обладают грузоподъемностью до шести кг и максимальной досягаемостью 1,13 м.
Вывод
Итак. Мы бегло познакомились с линейкой продукции японского производителя роботов, компании Fanuc. Прошлись по их демо-залу, познакомились с примерами применения роботов и разобрались с их категориями.
Можно с уверенностью сказать, что за автоматизацией производств – будущее. И не только классические производственные операции можно автоматизировать. Применений роботам видится куда больше. Например, эта картина на фотографии была нарисована роботом манипулятором Fanuc 710iC/50. А роботы – повара давно используют в своем устройстве коллаборативные манипуляторы с сенсорным обучением.
В данной статье мы затронули основные моменты и познакомились с роботами в целом. Более подробное знакомство с их устройством, историей происхождения, а также комплектующими и П.О. применяемыми в этих устройствах, мы расскажем в следующей статье цикла.
А пока, большое спасибо за чтение, надеемся статья была для Вас полезна! До новых встреч!
Приобрести робот-манипулятор или другую ЧПУ или 3Д технику и расходные материалы, задать свой вопрос, или сделать предложение, вы можете, связавшись с нами:


