

- Что такое робот-сварщик: назначение
- Каковы преимущества сварки роботами?
- Для кого подходит роботизированная сварка?
- Насколько большими могут быть заготовки при сварке роботом?
- Fanuc cr-14ial
- Газовые
- Дуговые
- Коллаборативный робот fanuc cr-15ia
- Коллаборативный робот hanwha hcr-3a
- Лазерные
- Настройка роботизированного сварочного комплекса
- Настройка установки
- Общая информация
- Особенности применения роботизированных комплексов в сварке
- Особенности роботов
- Перспектива использования роботов-сварщиков
- Плазменные
- Преимущества и недостатки
- Преимущества роботизации
- Преимущества сварочных роботов
- Применение роботизированных машин
- Размещение комплекса
- Размещение комплекса роботизированной сварки
- Робот-рука для сварки kuka wtg 1200
- Сварочные роботы и их устройство
- Технология роботизированной сварки
- Точечные
- Вместо заключения
Что такое робот-сварщик: назначение
Робот-сварщик – специализированного оборудование, которое используется при сварке транспорта и для изготовления различной металлической продукции в больших количествах. Такие аппараты выполняют однотипные операции с высокой скоростью. Они также способны выполнять различные виды задач как по отдельности, так и одновременно.
Каковы преимущества сварки роботами?
Несмотря на то, что ручная сварка по-прежнему незаменима сегодня в некоторых областях, роботизированная сварка дает много преимуществ. Сварочный робот в первую очередь используется, когда необходима высокая точность и качество сварных швов, а также производительность процесса.
Для кого подходит роботизированная сварка?
Роботизированная сварка особенно важна при производстве серийных заказов. Однако даже с небольшими сериями роботизированная сварка уже может быть выгоднее в сравнении с ручной сваркой. При больших, повторяющихся заказах на работу в массовом производстве металлических деталей, автоматическая сварка роботами подходит больше всего.
В дополнение к экономическим преимуществам роботизированная сварка также гарантирует максимальную точность сварных швов, которую не смогли бы достичь даже опытные сварщики.
Насколько большими могут быть заготовки при сварке роботом?
Максимальный размер заготовок и сварных швов зависит от конкретного сварочного робота и комплектации комплекса. Современные промышленные роботы для сварки имеют широкую линейку оборудования с рабочим диапазоном от 400 до 3500 мм. Кроме того при роботизированной сварке зачастую используется автоматический позиционер, который захватывает и удерживает заготовки в необходимом положении для сварки. Этот позиционер может иметь грузоподъемность до 20 000 кг.
Выполненные проекты по роботизации ООО «ДельтаСвар»
Fanuc cr-14ial
Коллаборативный робот Fanuc CR-14iA/L способен поднимать грузы весом до 14 кг и перемещать их на расстояние не более 82 см. Робот-сварщик способен работать среди людей без дополнительных ограждений или звуковых датчиков. Так как при контакте с человеком он останавливается. Это стало возможным благодаря встраиванию в конструкцию сенсорного стоп-датчика контактной безопасности.
Гибкость и небольшие габариты (296,5 ⨯ 235 мм) удлинённого корпуса позволяют роботу выполнять работы рядом со своим основанием, что особо актуально в небольших помещениях.
Программировать модель легко вручную при помощи панели управления iHMI.
Газовые
Газовая сварка легко интегрируется в роботизированные системы. Она быстро соединяет металлические материалы при помощи сварочного наконечника, который раскаляет металл до температуры 2 500–3 000 ºC.
Современные газовые роботы-сварщики имеют высокий КПД, защиту от вредных паров и высокую продуктивность работы. Это позволяет получать большие партии заготовок в короткие сроки с гарантированно высоким качеством сварного шва.
Дуговые
Методы сварки, такие как MIG, TIG, MMA, объединяют в себе обобщённое понятие дуговая сварка. Дуговые сварочные роботы образуют электрическую дугу между электродом и металлом. Она расплавляет материал заготовки на свариваемых краях. Сварной шов образуется благодаря плавлению материала вместе с расходуемым электродом.
Коллаборативный робот fanuc cr-15ia
Работа робота Fanuc CR-15iA осуществляется при помощи сенсорного датчика FANUC Force, который встроен в основание оборудования. За распознание предметов ответственны датчики: пространственный 3D FANUC и зрения Vision FANUC.
Запрограммировать роботизированное устройство можно различными способами:
- используя FANUC Teach Pendant или автономное устройство;
- применив руководство FANUC Hand Guidance, при помощи которого можно провести робота через точки движения или по определённой траектории, необходимой для выполнения задачи и записи пути.
Модель CR-15iA очень компактна, поэтому идеально подходит для погрузочно-разгрузочных работ. Максимальная грузоподъемность аппарата составляет 15 кг. По вертикали аппарат может поднять детали и ящики на высоту 2,41 м, горизонтально – вытянуться на расстояние 1,44 м.
Коллаборативный робот hanwha hcr-3a
Робот Hanwha HCR-3A подходит для выполнения задач с малым весом (не более 3 кг). При помощи данного роботизированного оборудования легко автоматизируются различные виды повторяющихся действий, таких как: проверка, сборка, полировка, складирование и паллетирование (укладка) объектов; завинчивание деталей; обслуживание станков.
В связи с большим количеством выполняемых операций робот может использоваться в различных отраслях промышленности:
- сварочное производство;
- металлургия;
- производство микросхем;
- сборка и комплектовка на складах;
- литье;
- лакокрасочное производство.
Модель изготовлена согласно стандартам безопасности, которые позволяют использовать роботизированный аппарат для совместной с человеком работы. Наличие большого количества сенсоров позволяет создать удобную рабочую среду для сотрудников, так как при обнаружении малейшего столкновения с любым объектом робот мгновенно останавливается.
Лазерные
Роботы для лазерной сварки способны создавать глубокие сварочные швы с небольшой шириной благодаря большой скорости соединения и высокому КПД. Во время сварки материал нагревается лазером до температуры плавления, луч во время движения фокусируется при помощи оптики, и создаётся сварной шов. Для защиты от окисления металла дополнительно используется инертный газ.
Чаще всего лазерная сварка применяется в автомобиле- и кораблестроении. Также она нужна для создания крупных и средних по размеру деталей.
Настройка роботизированного сварочного комплекса
 Обычно для калибровки выделяют три последовательны этапа:
Обычно для калибровки выделяют три последовательны этапа:
- калибровка внешних осей движения робота-манипулятора;
- координация движений инструмента;
- координация окружения.
Первые два пункта калибровки являются строго обязательными, их исполнение обязательно, как правило, производится сразу же после монтажа и включения.
 Термитная сварка — варочные работы, при которых используется термитный состав — порошковая смесь из алюминиевой или магниевой пудры, которая в равных пропорциях смешивается с металлической окалиной и присадочными горючими элементами металлического происхождения.
Термитная сварка — варочные работы, при которых используется термитный состав — порошковая смесь из алюминиевой или магниевой пудры, которая в равных пропорциях смешивается с металлической окалиной и присадочными горючими элементами металлического происхождения.
Почему лазерная резка металла применяется на большинстве линий промышленного производства? Читайте здесь.
Предварительная калибровка по параметрам умолчания производится на заводе-изготовителе.
Калибровка инструмента позволяет наладить взаимодействие сварочных портов и заготовки в плоть до расстояния в доли миллиметра, это очень важно для промышленности ракетостроения и военной промышленности.
Настройка установки
Чтобы робот для сварки корректно функционировал и содействовал ускорению производства, требуется грамотная настройка его действий. Выполняется это при помощи пульта и дисплея, закрепленных на корпусе аппарата.
Это начинается с калибровки осей комплекса. Процедура выполняется один раз при установке робота на позицию. Проверяется диапазон его движений и соответствие этих показателей на экране. Если будет существовать различие (комплекс запрограммирован на шов длиной в 100 мм с радиусом окружности в 30 мм, а в реальности получиться радиус 35 мм), то аппарат проложит шов не в том месте. За день такой работы будет выпущено много бракованных изделий.
Второй стадией настоек является установка координат инструмента. Это подложка над которой работает сварочная головка, и сопутствующие приспособления, используемые для автоматического захвата и прижима изделия. Если действия комплекса будут несогласованными, то манипуляции с заготовками могут быть выполнены не в том месте (возможна даже ошибочная сварка на инструменте вместо изделия).
Третьей стадией программирования служит настройка координат окружения. Благодаря введению этих данных можно создавать конкретные модели сварочных процессов, позволяющие комплексу беспрепятственно перемещаться над изделием, выполняя заложенные операции, и не сталкиваясь с другим оборудованием или параллельно работающими роботизированными установками.
Общая информация
Роботизированная сварка — это вид автоматической сварки, суть которого заключается в использовании на производстве программируемых роботов вместо привычных сварщиков. Такая сварка очень востребована на предприятиях, где необходимо наладить крупное конвейерное производство.
Существует огромное количество разновидностей роботов для сварки, поскольку каждый производитель стремится оснастить свое оборудование особыми функциями. Несмотря на техническую сложность, конкуренция среди производителей сварочных роботов очень высока, ведь такое оборудование стоит дорого и зачастую приобретается не на один год. Поэтому производители пытаются оснастить своих роботов максимальным количеством полезных функций.

Особенности применения роботизированных комплексов в сварке
Повышение производительности и качества выпускаемой продукции является одной из важнейших задач получения эффективного производства. Помимо этого, в последнее время все более широкое применение находят технологии позволяющие снизить влияние человека на процесс изготовления. Данные особенности характерны и для сварочного производства.
В последние десятилетия для решения данных задач все более широкое применение находят роботизированные комплексы. Первоначально роботы начали применять для автоматизации процесса контактной сварки в массовом производстве (особенно при изготовлении автомобилей). Из-за большой сложности поддержания стабильных параметров сварки и положения горелки относительно стыка активное внедрение роботов для дуговой сварки началось несколько позднее.
В настоящее время роботизированные комплексы для дуговой сварки широко применяются во всех отраслях промышленности. Они позволяют выполнять сварку швов сложной конфигурации в различных пространственных положениях. При этом гарантируется получение стабильно высокого качества швов.
На фоне возрастающего применения роботов для дуговой сварки компания ШТОРМ начала активное их внедрение на российские предприятия, являясь официальным интегратором роботов, механического оборудования и сварочного оборудования собственного производства. Разработанные комплексы предназначены для сварки любых типов соединений: угловых, стыковых, соединений с узкощелевой разделкой, и снабжены различными типами систем слежения за швами.
Отличительной особенностью всех роботизированных установок, разработанных компанией ШТОРМ, является то, что помимо поставки самого оборудования осуществляется полный цикл мероприятий по запуску и обслуживанию установки, а именно интеграция в единый сварочный комплекс, обучение персонала, написание программ сварки (при необходимости) и сервисное обслуживание во время всего срока службы комплекса.
Исходя из опыта внедрения, следует отметить основные необходимые условия эффективного применения роботов:
1) Повышение точности заготовок под сварку роботами. При очень низком качестве сборки робот не сможет обеспечить высокого качества сварки, даже при наличии систем адаптивного управления (системы слежения или технического зрения).
2) Разработка и оптимизация технологий под роботизированную сварку. При разработке технологии сварки с использованием робота необходимо учитывать последовательность выполнения швов. В связи с возможностью при применении робота с высокой точностью поддерживать параметры процесса сварки возможно более точное задание энергетических характеристик дуги для получения швов заданного качества.
3) Разделение операций сварки, установки и снятия изделия, что позволяет сократить время простоя робота и повысить эффективность его использования. Для этого в составе комплексов делают два или более идентичных рабочих места. В связи с этим концепция применения нескольких рабочих зон используется во всех проектах, разработанных нашей компанией.
Роботизированный комплекс для сварки представляет собой сложную единую систему с большим количеством различных компонентов, начиная от самого робота и его контроллера и заканчивая системами адаптивного управления и обслуживания робота.
В настоящее время разработано несколько различных типов роботов. Наибольшее распространение для выполнения сварки получили шарнирно-сочлененные антропоморфные роботы с 5 или 6 степенями свободы. Неотъемлемой частью роботизированного комплекса также является оборудование для позиционирования и перемещения изделия (одно или двухосевые вращатели, кантователи или другие роботы), а также оборудование для очистки горелки, вентиляционная система и защитные барьеры.
В процессе сварки образующиеся брызги и газы, прилипая на горелку, загрязняют ее, что приводит к нарушению процесса сварки, а образующаяся в конце процесса капля на конце проволоки нарушает последующее зажигание дуги. В связи с этим требуется периодическая очистка горелки. Для выполнения данной задачи роботизированные установки комплектуют станциями очистки горелки. Они выполняют очистку сопла от брызг, обрабатывая его с помощью специальной фрезы, а также выполняют обрезку конца проволоки и наносят специальное антипригарное покрытие, снижающее прилипание брызг.
Для поддержания точного положения горелки относительно стыка роботизированные установки комплектуются различными системами слежения. Наиболее распространенной является система слежения, в которой в качестве датчика используется сварочная дуга. В данной системе слежение осуществляется при обработке сигналов тока и напряжения на дуге, формируя сигнал ошибки положения. На основе сигнала ошибки формируется управляющий сигнал и осуществляется корректировка положения. Тем самым обеспечивается требуемое постоянное качество швов.
Наиболее простым примером является разработка роботизированного комплекса для сварки элементов рамы грузового автомобиля (рисунки 1 и 2). В данном проекте использовалось два одноосевых позиционера. При его осуществлении было изучено взаимодействие различных систем комплекса, в частности робота и сварочного оборудования ШТОРМ-ЛОРХ (Россия), а также было отработано подключение всех систем и написание программы работы комплекса.

Рисунок 1 – Общий вид роботизированного комплекса для сварки элементов рамы автомобиля

Рисунок 2 – Станция очистки горелки в процессе работы
Показательным проектом стала разработка сварочного комплекса для изготовления муфт (рисунок 3). Основная сложность проекта заключается в высоких требованиях к точности поддержания размеров изделия (отклонение размеров после сварки не более 1,0 мм) и высоким требованиям к качеству швов (швы подвергаются рентгенографическому контролю).
В составе данного комплекса были использованы два двухосевых позиционера с грузоподъемностью 500 кг каждый. Применение двухосевых позиционеров за счет введения наклона планшайбы позволяет выставлять изделие в удобное для сварки положение, обеспечивая благоприятные условия для формирования шва (рисунок 4 и 5).
Так как при изготовлении муфты предъявляются высокие требования к точности поддержания размеров, то при этом необходима ее сборка и сварка в специальном приспособлении (кондукторе). В связи с этим вместе с представителями предприятия-заказчика был разработан кондуктор для сборки и сварки муфт.
В результате внедрения данного комплекса по данным предприятия-заказчика удалось:
1) повысить производительность труда в 2,1 раза в сравнении с механизированной сваркой;
2) снизить количество внутренних дефектов на 15%, а количество наружных дефектов на 10%;
3) снизить трудоемкость операции зачистки на 10%.

Рисунок 3 – Общий вид комплекса для сварки муфт
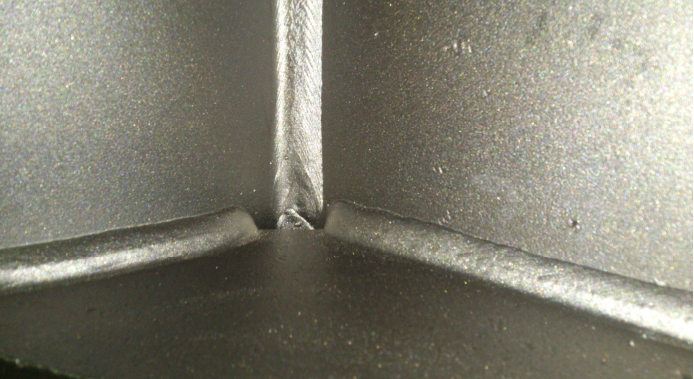
Рисунок 4 – Внешний вид швов, выполненных с использованием робота
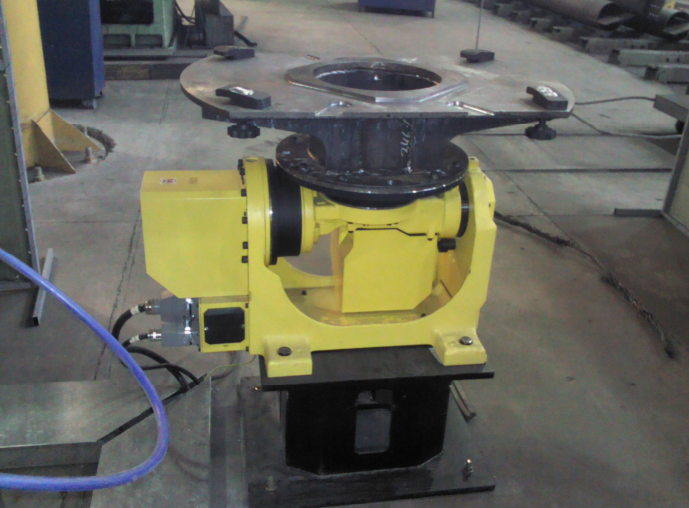
Рисунок 5 – Оснастка для крепления изделия к позиционеру
Примером производственной интеграции явилось применение робота для сварки внутреннего контура котла (рисунки 6 и 7). В данном случае на предприятие были поставлены только робот и станция очистки горелки. Позиционеры для установки изделия в необходимое положение при сварке были предоставлены предприятием-заказчиком (было использовано два позиционера). Поэтому важной задачей при выполнении проекта была интеграция робота и позиционеров в единый комплекс, что и было успешно сделано.

Рисунок 6 – Внешний вид роботизированной установки для сварки внутреннего контура котла

Рисунок 7 – Внешний вид швов, выполненных с использованием робота
Одним из наиболее технически сложных проектов была разработка роботизированной ячейки для сварки таких изделий, как роликоопора и стойка. Особенностью данного проекта являлось то, что роботизированный комплекс представляет собой полностью укомплектованную ячейку для сварки с защитными экранами и барьерами и системой вентиляции (рисунок 8).
На первом этапе выполнения проекта разрабатыватся трехмерная модель комплекса, на которой прорабатывается его будущая компоновка, расположение основных узлов (рисунок 9)
Всего было изготовлено две таких роботизированных ячейки по одной для сварки каждого вида изделия. Выполнение каждого вида деталей в отдельной ячейке позволяет значительно повысить количество выпускаемых изделий и практически исключить операции переналадки установки. Каждая ячейка в свою очередь имела два рабочих места.
Также оригинальностью конструкции отличается вентиляционная система комплекса (рисунок 10). Она выполнена подвижной и перемещается в то место, где в данный момент выполняется сварка. Данное обстоятельство делает ее максимально компактной и эффективной. При этом появляется возможность установки изделия на место сварки и снятия его после сварки с помощью крана. Помимо этого расположение вентиляции непосредственно на месте сварки создает дополнительную защиту от излучения для крановщика, который в это время загружает новое изделие.

Рисунок 8 – Комплекс для сварки изделий «Стойка» и «Роликоопора»
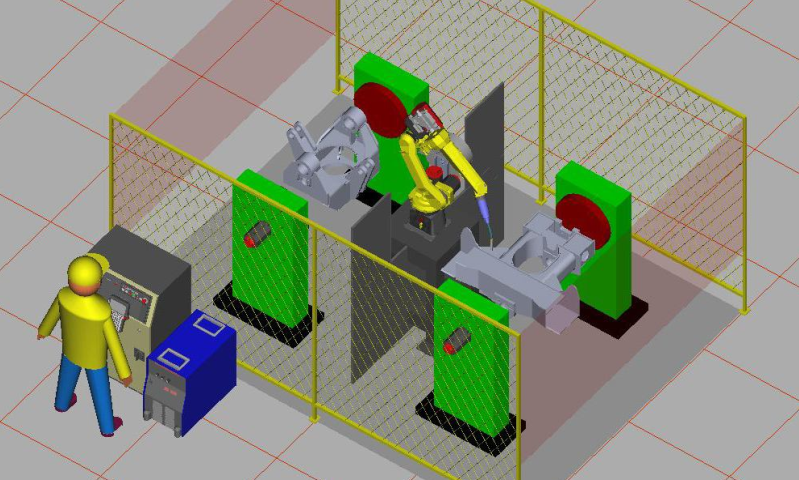
Рисунок 9 – Трехмерная модель роботизированного комплекса

Рисунок 10 – Передвижная вентиляционная система
Учитывая такие особенности текущего состояния сварочного производства как: нехватка квалифицированных сварщиков, ужесточение требований к качеству продукции, можно говорить о значительном росте спроса на роботизированные установки, как в настоящее время, так и в будущем.
Можно предполагать, что наибольшего роста достигнет использование роботов для дуговой сварки (MIG/MAG, TIG сварка), также произойдет значительное увеличение использования роботов для лазерной сварки и гибридных технологий (например, сочетание лазерной и MIG/MAG сварки) и для высокопроизводительных многодуговых процессов.
Подобрать оптимальное решение на основе применения роботизированных комплексов для решения Ваших конкретных задач помогут квалифицированные специалисты компании ШТОРМ.
Особенности роботов
В большинстве сварочных роботов применяются компоненты, позволяющие агрегатам работать бесперебойно на протяжении долгого времени. Этого удается достичь путем внедрения современных, технически совершенных электронных схем, которые не останавливают работу робота даже при перебоях в электричестве или нестабильном напряжении.
К тому же, сварочные роботы могут автоматически позиционировать детали, что улучшает качество стыка. Не имеет значения и размер деталей, ведь «рука» робота может быть каких угодно размеров.
Простейший робот состоит из манипулятора, который может поднимать детали весом до 25 килограмм, «руки», которая выполняет сварку, пульта управления с предустановленным программным обеспечением и источника тока. Для каждого типа сварки выпускается свое программное обеспечение, в нем с помощью пульта управления задаются параметры сварки и детали, которую нужно сварить. Некоторые производители снабжают комплект оборудования обучающими материалами, например, книгами или видеофильмами.
Также в комплектацию могут входить специальные держатели, благодаря которым робот позиционирует и надежно фиксирует деталь во время сварки. Кроме непосредственной сварки можно настроить робота на зачистку металла, снятие фасок или резку. Словом, человеческий фактор исключен, поскольку робот выполняет все операции, в том числе подготовительные.
С помощью роботов можно выполнять любой тип сварки или резки. Чаще всего используется точечная, электродуговая и аргонодуговая сварка, в том числе под флюсом. К тому же, при использовании робота низок риск для здоровья оператора и других работников на производстве, поскольку им не приходится участвовать в сварке. О достоинствах и, конечно, недостатках сварочных роботах мы поговорим далее.
Перспектива использования роботов-сварщиков
Максимально автоматизированный процесс сварки позволит получать заготовки идеального качества в короткие сроки. При этом исключаются риски травматизма и непосредственного участия человека в процессе.
Учёные и инженеры считают оптимальным вариантом внедрение в робота-сварщика нейроинтерфейса, задействуя который, можно управлять процессом при помощи силы мысли вдали от опасного производства. Нейроинтерфейс работает по принципу электроэнцефалограммы: к человеку присоединяются датчики ЭЭГ, и в тот момент, когда он просматривает изображения сварных соединений, ПО робота распознаёт и запоминает необходимый результат.
Важно! Использование нейроинтерфейса позволит совсем не программировать робота-сварщика. Достаточно будет только силой мысли передать ему изображение. Благодаря такой технологии экономятся время и средства, затрачиваемые на программирование и написание программы для конкретного вида сварки. Вследствие этого стоимость готовой детали значительно уменьшается.
В перспективе использование сварочных роботов будет широко распространено в отраслях, в которых требуется исключение участия человека из процесса производства. Роботизированные механизмы способны проводить сварку любой сложности, а также работать при неблагоприятных для человека условиях.
Плазменные
Роботизированная плазменная сварка (PAW) похожа на технологию дуговой сварки TIG. Для неё также используется нерасходуемый вольфрам. Дополнительно в процессе сварки применяется сжатый ионизированный газ. Он проходит через медное сопло, вследствие чего достигается максимальная температура, при помощи которой можно добиться минимального поперечного сечения сварного шва. Также благодаря высоким температурам процесс сварки занимает всего несколько секунд.
Технологии плазменной сварки применяются только для сложных соединений.
Преимущества и недостатки
Роботизированная сварка имеет множество достоинств. Во-первых, роботы способны выполнять одну и ту же работу раз за разом, не теряя при этом в качестве. Человек никогда не сможет заниматься однотипным трудом на протяжении долгих часов. В любом случае, робот всегда выполняет качественные швы, он также способен перенастраиваться прямо в середине процесса сварки.
Во-вторых, несмотря на высокую стоимость такого оборудования, экономическая выгода от роботизированной сварки куда лучше, чем может показаться на первый взгляд. За счет высокой производительности роботы быстро окупаются и предприятие гарантировано выходит в плюс, поскольку роботы требуют только технического обслуживания. А это гораздо дешевле, чем платить налоги и зарплату сотрудников.
В-третьих, если оператор хорошо обучен, он способен быстро выставить оптимальные настройки. К тому же, существуют определенные алгоритмы, следуя которым даже новичок сможет настроить робота. Конечно, не быстро и не с первого раза, но сможет. Чего нельзя сказать о ручной сварке.
В-четвертых, роботы способны работать длительное время без перебоев, что увеличивает количество выпущенной продукции. Обычный сварщик ограничен в своих возможностях, поскольку должен отдыхать и выполнять свои физиологические потребности. А сварочный робот никогда не подводит.
Но, как и любого другого метода сварки металлов, у роботов есть недостатки. Их не много, и на наш взгляд они незначительны по сравнению с достоинствами, но все же расскажем о них. Первый очевидный недостаток — высокая стоимость оборудования. Да, оно окупается, но не каждое предприятие способно за раз закупить нужное количество роботов, чтобы заменить ими сварщиков.
Второй недостаток — возможность внедрения роботов только в конвейерное производство. В остальных типах производств они будут менее эффективны, а значит не скоро окупят свою цену. Не стоит забывать, что и переобучение сварщиков в операторов требует времени. Нельзя закупить оборудование, и на следующий день сразу запустить конвейер.
Также сварка роботом с хорошим результатом возможна лишь при правильных настройках. Если оператор обучался плохо и настраивает робота неправильно, или просто плохо себя чувствует, то не будет никакого толка от робота на производстве. Так что человеческий фактор здесь все же присутствует, пусть и в малой степени.
Преимущества роботизации
Роботизированная сварка дает несколько выгодных плюсов, по сравнению с ручной полуавтоматической, на однотипных повторяющихся соединениях. А именно:
- значительное ускорение выполнения однотипных операций;
- способность получать тонкие швы благодаря четкому ведению дуги на расстоянии 2 мм;
- экономия напряжения и расходных материалов;
- высокая точность и качество работ;
- меньшее количество людей задействовано в процессе.
Преимущества сварочных роботов
- повышение качества изделий и соединений;
- сокращение процесса бракованных изделий;
- увеличение скорости выполнения однотипных операций;
- быстрая перенастройка оборудования;
- повышение длительности работы;
- улучшение условий безопасности (отсутствие лучевого и температурного воздействия на сотрудников);
- отсутствие системы контроля (этим занимается компьютер);
- сокращение расходов (затраты на роботов значительно ниже затрат на зарплаты сотрудникам).
Применение роботизированных машин
Для выпуска штампованной продукции, где используется повторяющийся вид соединения, часто устанавливают сварочные роботы. Благодаря возможности программирования они способны с точностью накладывать прямые, кольцевые и круговые швы.
Дуговая сварка в этих устройствах используется и для криволинейных швов любой сложности. В отличие от механических шаблонов, по которым движется головка в других сварочных аппаратах, роботизированная сварка осуществляет движение осей и горелки по электронной схеме. Это нашло широкое применение в машиностроении и изготовлении станков.
Размещение комплекса
Сварочных роботов можно устанавливать на бетонный пол, который не тоньше 300 мм, и имеет поверхность без перепадов (допустимая погрешность составляет 5 мм на один квадратный метр). Основание комплекса крепят на винты, чтобы придать ему жесткую фиксацию и предотвратить смещения из-за вибрации.
Рабочую зону робота необходимо ясно обозначить и оградить от движения людей. Это делается для безопасности. «Рука» машины может иметь значительный вылет в длину, а в сложенном положении оставлять много свободного места вокруг комплекса. В программу заложены координаты окружающего оборудования и инструментальной части, но нет возможности вносить информацию о проходящих людях, поэтому зона вокруг робота относится к территории повышенной опасности, ведь комплекс, действуя по программе, может неожиданно переместить головку на другой участок, задев идущего рабочего. Такие области ограждаются желтыми решетчатыми заборами и вывешиваются соответствующие надписи.
При роботизированной работе может потребоваться канал для подачи осушенного воздуха. Это используется на определенных сплавах для охлаждения зоны шва и предотвращения перегрева микросхем в случае радиоэлектронной промышленности. Такой канал заводится по полу и подается с задней стороны в аппарат. Электрические кабеля для питания комплекса закладываются в металлические каналы и проводятся аналогичным способом.
Роботы для сварки повышают производительность на однотипных сварочных процессах. Возможности программирования позволяют настроить установку на выполнение прямых и криволинейных швов, а разнообразие моделей дает возможность подобрать комплекс для конкретного материала и задач.
Размещение комплекса роботизированной сварки
 Чаще всего подобные комплексы монтируются в цехах автоматической сборки с соблюдением конструктивных нюансов и возможных технологических требований:
Чаще всего подобные комплексы монтируются в цехах автоматической сборки с соблюдением конструктивных нюансов и возможных технологических требований:
- вокруг робота должна быть охранная зона не менее полутора метров;
- должен быть слот для установки дополнительного оборудования, например сушилки для воздуха, когда не обходимо подача сухого воздуха (сварка микросхем или сплавов);
- подвижные фрагменты конструкции робота должны быть закрыты кожухами.
Труд человеческих рук останется востребованным всегда, но в наш век работа человека может быть существенно облегчена применением роботизированной техники. Роботизация сварки ярчайший тому пример.
 Сваркой принято называть получение жесткого неразъемного соединения между двумя металлическими поверхностями.
Сваркой принято называть получение жесткого неразъемного соединения между двумя металлическими поверхностями.
Читайте подробнее о сварке металлов.
О том, как добиться качественного соединения алюминия при сварке читайте тут.
Робот-рука для сварки kuka wtg 1200
Автоматический сварочный аппарат Kuka WTG 1200 оснащён технологией дуговой сварки. Общие габариты у робота компактные – 1,2 ⨯ 0,8 м. Максимальная грузоподъёмность оборудования равна 6 кг.
Высокая скорость работы системы позволила внедрить устройство на различные производства. Управление роботом очень простое, оно осуществляется при помощи пульта. Работа аппарата возможна в ручном или автоматическом режиме.
Для работников обеспечена защита от травм. Машина остаётся автоматически заблокированной и не может запуститься до тех пор, пока двери в камеру хранения материалов открыты.
Сварочные роботы и их устройство
Автоматизированный робот сварщик представляет собой агрегат, установленный на основание. Последнее имеет шарнирный поворотный механизм, позволяющий вращать корпус и направлять устройство в нужную сторону. На основании закреплены:
- источник тока;
- преобразователь;
- подающий механизм;
- табло с пультом программирования;
- баллон с инертным газом.
Роботизированный сварочный комплекс имеет управляемую «руку». Она может сгибаться и разгибаться в трех-шести местах (зависит от модели), и ей выполняются все рабочие манипуляции. На конце «руки» находится сварочная горелка, в которую подается плавящаяся проволока и защитный газ.
Для запуска цикла работы установка настраивается на определенный стык и шов. Вводятся данные о длине ведения сварки, силе тока и скорости выполнения. Поскольку сварочный робот не имеет зрения, то необходимо обозначить окружающие его инструменты и приспособления, задав координацию по которой он будет перемещаться.
Сварочные роботы могут выполнять определенные операции на собственной оснастке, где участие человека требуется для закладки изделия и фиксации. Работа по сварке ведется автоматически. При выполнении операций на конвейере, где подаются крупные предметы, и соединение не требует дополнительных прижимов, участие человека исключается.
Технология роботизированной сварки
 Для выбора метода роботизированной сварки должны быть серьезные предпосылки, основа которых – серьезное промышленное производство штампованной сборки. Для реализации сварочных задач автоматами подразделяют следующие виды сварки:
Для выбора метода роботизированной сварки должны быть серьезные предпосылки, основа которых – серьезное промышленное производство штампованной сборки. Для реализации сварочных задач автоматами подразделяют следующие виды сварки:
– электрическая дуговая сварка в защитной газовой среде плавким и неплавящимся электродом;
– сварка электрической дугой под слоем флюса или шлака;
– сварка пламенем плазменной фактуры;
– сварка лазером;
– комбинированный гибридный вид сварки с применением деформирующих вальцов;
– промышленные роботы для сварки точечно.
 Сварочные аппараты любого вида, инверторные или полуавтоматы – качественное оборудование, но рано или поздно наступает момент для его ремонта и удаления возникших неисправностей. Читайте подробнее о ремонте сварочных аппаратов.
Сварочные аппараты любого вида, инверторные или полуавтоматы – качественное оборудование, но рано или поздно наступает момент для его ремонта и удаления возникших неисправностей. Читайте подробнее о ремонте сварочных аппаратов.
О технике работы и мерах предосторожности при работе со сварочным карандашом читайте здесь.
Все эти методы характерны для собственных видов производства и оставляют различное исполнение и качество сварочного шва. Все методы подразумевают использование оборудования и расход материалов, поэтому есть целесообразность проведения регулярных технических осмотров и обследований оборудования.
Данный способ и качество проведения работ во многом зависит от следующих компонентов:
– сварочная проволока и ее состав;
– вид используемого газа-протектора;
– равномерность подачи присадочной или сварочной проволоки;
– подвод нулевого провода от источника тока к заготовке;
– перепад температуры в рабочем цеху;
Точечные
Точечная сварка считается наиболее распространённой для использования в роботах-сварщиках. Она применяется в производстве большинства видов металлических изделий.
Точечная контактная сварка востребована в различных видах промышленности, так как в исполнении роботами она быстрая, недорогая и просто выполняется.
Вместо заключения
Роботизация сварки — процесс неминуемый. И в ближайшие десятилетия он затронет не только сварочные производства, но и другие отрасли, где человеческий фактор нежелателен. Ведь с помощью роботов возможна сварка любого уровня сложности, в том числе часто используемая сварка в защитных газах.
Применение роботов необходимо для роста промышленности. Ведь использование ручного труда никогда не приведет человечество к абсолютной эффективности производства. К тому же, нельзя забывать о способах сварки, которые могут негативно влиять на здоровье человека. В таких случаях весь персонал остается невредимым, пока робот исправно выполняет работу.
Но не стоит беспокоиться о роботизации. Конечно, со временем такое оборудование заменит ручной труд, но возникнет потребность в квалифицированных операторах, которые будут настраивать роботов. Так что любой профессиональный сварщик всегда сможет переучиться и сменить квалификацию. А вы встречались в своей практике с роботизированной сваркой? Расскажите об этом в комментариях.


